
发货:3天内
发送询价
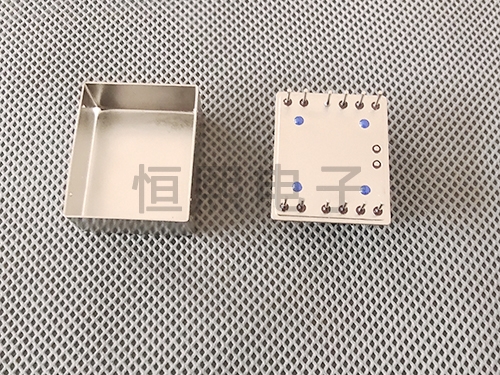
晶振外壳规格30x25X12.7厂家讲恒温晶振与温补晶振都属于晶体振荡器,都是有源晶振,所以组成的震荡电路都需要电源加入才能工作。在电路设计中,如何正确的选择匹配电路的晶振对成品性能的影响重要。一、从工作原理上区别:恒温晶振,由于晶体振荡器的震荡频率会随着温度的变化而变化,故为了保持频率的稳定性,将晶振控制在一个恒定的温度下工作以此来提升晶振的相频特性。温补晶振,由于晶体振荡器的震荡频率会随着温度的变化而变化,为了抵消温度对晶振频的影响,控制晶振的谐振电容随温度变化而变化,抵消温度晶体影响提升频率稳定性。
二、从测量精度上区别:一般的恒温晶振要比温补晶振频率稳定度高两个数量级以上。如温补晶振一般能达到-7量级,而恒温晶振可达到-9量级。因此恒温晶振一般用于测量仪器,如频率计、信号发生器、网络分析仪等。而温补晶振的开机特性好。
 晶振外壳的作用以及加工解决办法
晶振外壳的作用以及加工解决办法一、晶振外壳的作用
晶振外壳接地是为了达到什么目的?干扰。晶振的金属外壳接地后就相当于给里面的晶体装了一个全金属圈封闭的金属屏蔽罩,从电磁学上来讲,外面的辐射信号要穿越这样的金属屏蔽罩是很困难的,也就实际效果为主了晶振的工作环境,提高了其抗干扰的能力。
晶振外壳对晶振的性能影响力有多大?晶体振荡器被广泛用于各种模拟和数字电路中作为基准时钟源,其质量的好坏直接影响到电路工作状况,而晶振外壳(也称晶振帽)冲压品质是影响晶振性能的主要因素之一。
晶振外壳恒熙电子晶振外壳采用冲床连续冲压成型,经大量观察和分析发现,主要缺陷有内底面与顶面的凹坑、内底面与顶面的划痕,侧面裂口和侧面挠曲。之前的研究者针对前3种缺陷,应用计算机视觉检测技术设备了晶振外壳缺陷检测系统。侧面挠曲严重同样可以影响晶振的质量,是指外壳主要侧面不平行。理论上这种侧面的挠曲缺陷使得本来与光源平行的内侧面发生小角度倾斜,其在图像上的突出表现是晶振外壳凸缘内侧边缘变粗和不平行。
晶振外壳的表面质量对晶振的性能有较大的影响。针对工业现场中晶振外壳挠曲缺陷的特点,我们可以检测晶振外壳内侧边缘间的距离,如果某连续的一段检测值超出合格范围,就判定该零件不符合要求,即存在挠曲缺陷。
晶振振荡器外壳生产厂家滤波器的选择要注意其中截止频率;滤波器的额定电压;滤波器的插入损耗;滤波器的额定电流;滤波器的体积等方面。滤波器在正常工作时能够长时间流过的电流值,额定电流由滤波器的引线直径决定,线径越大,额定电流越大。
对于滤波器组件,额定电流还与电感线圈的饱和特性有关,当电流超过额定电流时,东莞晶振外壳,滤波器的性能会下降。滤波器的插入损耗大于3dB的频率点称为滤波器的截止频率,当频率超过截止频率时,滤波器就进入了阻带,在阻带,干扰信号会受到较大的衰减。根据使用滤波器的场合不同(信号电缆滤波还是电源线滤波),晶振外壳,可以用两个方法来确定滤波器的截止频率。
在对信号电缆进行滤波时,根据效果优良信号的带宽来确定,截止频率要大于信号的带宽,这样才能保护有用信号不被衰减。在对电源线或直流信号线,滤波时,由于效果优良信号的频率很低,信号失真的问题不是主要因素,龙岗晶振外壳,因此主要根据干扰信号的频率来定,要使干扰频率全部落在滤波器的阻带内。
二、晶振外壳机加工解决办法
1、熔铸方面
1)、因为该类产品壁厚比较厚,挤压比通常不大,挤压时金属变形量不大。由于平面间隙要求非常高,淬火强度不能太大,所以比较容易出现粗晶现象。为解决此问题,在合金配比、熔炼工艺、铸造工艺等方面都要着重考虑铸锭的晶粒度,应适当增加一些细化晶粒的元素,加强精炼和铸造冷却的控制。
2)、晶振外壳为避免氧化物或其它夹杂物进入到铸锭里,进而夹带到挤压产品中,铸造时应使用好的陶瓷过滤板,将氧化物或其它杂渣过滤掉。
2、外壳晶振挤压方面
1)为使产品组织均匀,性能一致,铸锭应进行均匀化处理,均匀化处理工艺按普通6063合金的进行则可。
2)因该产品属于品种单一、批量较大的类型,建议选用短锭快速加热炉,较好能使铸锭温度产生梯度。原因以下:先,目前的长锭热剪机剪出的铸锭端口变形量较大,影响后续的剥皮效果,容易导致铸锭表皮流到挤压产品里面;二、剪口上有大量裂纹,挤压时难以排气,会造成挤压产品产生气泡;第三、短锭快速加热,有利于保持铸锭均匀化处理后的状态;第四、短锭梯度加热(铸锭前端温度约500℃,末端温度约460℃为宜),有利于减少挤压产品缩尾的形成,有利于产品力学性能的一致性。
从成本及铸锭温度控制综合考虑,本人认为较好是先用天燃气加热,后用感应炉加热。
3)、铸锭热剥皮
为了避免铸锭表面氧化皮等杂物进入挤压产品里面,应在铸锭加热后进入盛锭筒前进到“剥皮”处理,将铸熔的表皮等除掉。剥皮的厚度跟铸锭的直径及铸锭质量有关,通常在3—5mm。
4)、淬火处理
因该产品是6063T6状态,而壁厚较厚,平面间隙要求较高。如用风冷,冷却速度太低,淬火效果不佳,产品晶粒偏大,力学性能偏低。如果用过水槽或用喷淋冷却,冷却速度太快,而且冷却不均匀,造成产品变形严重,平面间隙超差。为解决此问题,应采用多种冷却形式的组合。经过试验,较佳方案是前4—5米用风雾混合冷却,将产品温度降致250度左右,再用1—2米喷淋。当然,喷淋的布置要讲究,确定要产品周向各点均匀冷却。经过该淬火后,产品温度降至约100℃。如果再加一段风冷(4米为佳),效果好。这样处理,既能达到冷却强度的要求,充分发挥合金的力学性能,又可减少产品的变形,保护平面间隙的要求,而且避免水迹、黑斑等缺陷的出现。该环节非常重要,但往往容易被人忽视。
沧州恒熙电子有限责任公司(http://www.hengxidianzi.com)主营多种不同型号的晶振外壳、电源外壳、金属封装外壳,配备镀金、镀镍、镀锡、电泳漆、阳极氧化等表面处理加工车间、全部实现本厂自主生产加工能、缩短交期等问题。产品远销北京、上海、广州、深圳、西安、等地。